
【導讀】激光切割在工業領域中發揮著重要的作用。激光切割以He、N2、CO2等混合氣體為激發媒介,由電子放電作為供給電源,利用反射鏡組聚焦產生激光光束,從而對材料進行切割。本文主要講解了關于激光切割的基礎知識,希望大家能對激光切割有更深層的認識。
一、激光切割的原理
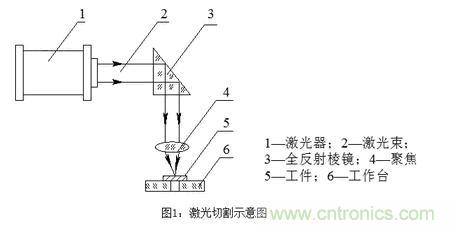
激光切割是由電子放電作為供給能源,通過He、N2、CO2等混合氣體為激發媒介,利用反射鏡組聚焦產生激光光束,從而對材料進行切割。
激光切割的過程:在數控程序的激發和驅動下,激光發生器內產生出特定模式和類型的激光,經過光路系統傳送到切割頭,并聚焦于工件表面,將金屬熔化;同時,噴嘴從與光束平行的方向噴出輔助氣體將熔渣吹走;在由程控的伺服電機驅動下,切割頭按照預定路線運動,從而切割出各種形狀的工件。
SLCF-X15×40F數控激光切割機是意大利普瑞瑪(PRIMA)工業公司的主導機型——懸臂式飛行光路結構的激光切割機,加工板材尺寸為1500×4000毫米,配有交換工作臺。
該機型的主要特點如下:
1、懸臂式開式結構,可從三個方向上下料,人機接近性極好,可放置超長超寬的板材。
2、可移動式切割工作臺與主機分離,柔性大。可加裝焊接、切管等功能。
3、精密傳動部件不在切割區域內,防護容易,也不會由于工作臺及床身切割熱變形影響機床的精度。
4、從根本上消除了電器雙邊同步鎖產生的誤差,避免了橫梁的扭動,使得光路穩定,切割精度提高。
5、配有高速的Z軸系統,同時可通過數控系統控制輔助氣體的壓力、流量等,大大提高了加工效率。
6、新型的PM—400V2.0智能化編程軟件,具有蛙跳、共邊切割、優化套排料、高效穿孔、尖角處理等功能。
7、具有先進的多腔分室除塵系統,比單純的抽風系統除塵效果更高。
機床的結構主要由以下幾部分組成:
1、床身
全部光路安置在機床的床身上,床身上裝有橫梁、切割頭支架和切割頭工具,通過特殊的設計,消除在加工期間由于軸的加速帶來的振動。機床底部分成幾個排氣腔室,當切割頭位于某個排氣室上部時,閥門打開,廢氣被排出。通過支架隔架,小工件和料渣落在廢物箱內。
2、工作臺
移動式切割工作臺與主機分離,柔性大,可加裝焊接、切管等功能。配有兩張1.5米×4米的工作臺可供交換使用,當一個工作臺在進行切割加工的同時,另一張工作臺可以同時進行上下料操作,有效提高工作效率。兩個工作臺可通過編程或按鈕自動交換。工作臺下方配有小車收集裝置,切割的小料及金屬粉末會集中收集在小車中。
3、切割頭
是光路的最后器件,其內置的透鏡將激光光束聚焦,標準切割頭焦距有5英寸和7.5英寸(主要用于割厚板)兩種。良好的切割質量與噴嘴和工件的間距有關,本機切割頭使用德國PRECITEC公司生產的非接觸式電容傳感頭,在切割過程中可實現自動跟蹤與修正工件表面與噴嘴的間距,調整激光焦距與板材的相對位置,以消除因被切割板材的不平整對切割材料造成的影響。自動找準材料的擺放位置(紅光指示器)。
4、控制系統
控制系統包括數控系統(集成可編程序控制器PLC)、電控柜及操作臺。PMC-1200數控系統由32位CPU控制單元、數字伺服單元、數字伺服電機、電纜等組成,采用全中文才做界面,10.4"彩色液晶顯示器,能實現機外編程計算機與機床的控制系統進行數據傳輸通訊(具有232接口),具有加速、突變限制;具有圖形顯示功能,可對激光器的各種狀態進行在線和動態控制功能。
5、激光控制柜
控制和檢查激光器的功能,并顯示系統的壓力、功率、放電電流和激光器的運行模式。
6、激光器
采用原裝進口德國ROFIN公司SLAB3000W型激光發生器,是目前世界先進的RF激勵板式放電的二氧化碳激光器。其心臟是諧振腔,激光束就在這里產生,激光氣體是由二氧化碳﹑氮氣﹑氦氣的混合氣體,通過渦輪機使氣體沿諧振腔的軸向高速運動,氣體在前后兩個熱交換器中冷卻,以利于高壓單元將能量傳給氣體。
7、冷卻設備
冷卻激光器、激光氣體和光路系統。
8、除塵裝置
內置管道及風機,改善了工作環境。切割區域內裝有大通徑除塵管道及大全壓的離心式除塵風機,加之全封閉的機床床身及分段除塵裝置,具有較好的除塵效果。
9、供氣系統
包括氣源、過濾裝置和管路。氣源含瓶裝氣和壓縮空氣(空氣壓縮機、冷干機)。
[page]
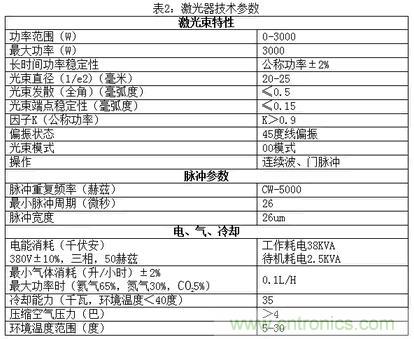
設備的技術參數:

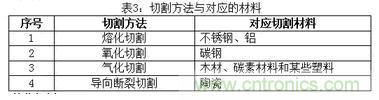
不同的材料,切割方法不一樣,主要分為熔化切割、氧化切割、氣化切割、導向斷裂切割等。
2、氧化切割
與熔化切割不同,激光氧化切割使用活潑的氧氣作為輔助氣體。由于氧與已經熾熱了的金屬材料發生化學反應,釋放出大量的熱,結果是材料進一步被加熱。
材料表面在激光束照射下很快被加熱到燃點溫度,與氧氣發生激烈的燃燒反應,放出大量熱量,在此熱量作用下,材料內部形成充滿蒸汽的小孔,而小孔周圍被熔化的加工材料所包圍。
燃燒物質轉移成熔渣,控制氧和加工材料的燃燒速度,氧氣流速越高,燃燒化學反應和去除熔渣的速度也越快。但是,如果氧氣速度過快,將導致割縫出口處的反應產物即金屬氧化物的快速冷卻,對切割質量造成不利影響。
切割過程存在兩個熱源:激光束照射能和化學反應所產生的熱能。據估計,切割碳鋼時,氧化反應所產生的熱能占切割所需能量的60%。
在氧化切割過程中,如果氧化燃燒的速度高于激光束移動的速度,割縫將變寬且粗糙,反之,如果移動速度慢,則割縫窄而光滑。
3、氣化切割
激光束焦點處功率密度非常高,可達106W/cm2以上,激光光能轉換成熱能,保持在極小的范圍內,材料很快被加熱至氣化溫度,部分材料氣化為蒸汽逸去,部分材料被輔助氣體吹走,隨著激光束與材料之間的連續不斷的相對運動,便形成寬度很窄(如0.2mm)的割縫。這種切割方法的功率密度在108W/cm2左右。一些不能熔化的材料如木材、碳素材料和某些塑料即通過這種方法進行切割。
激光氧化切割在加工精密模型和尖角時是不好的(有燒掉尖角的危險)。可以使用脈沖模式的激光來限制熱影響。
所用的激光功率決定切割速度。在激光功率一定的情況下,限制因數就是氧氣的供應和材料的熱傳導率。
4、導向斷裂切割
對于容易受熱破壞的脆性材料,通過激光束加熱進行高速、可控的切斷,稱為導向斷裂切割。這種切割過程主要內容是:激光束加熱脆性材料小塊區域,引起該區域大的熱梯度和嚴重的機械變形,導致材料形成裂縫。只要保持均衡的加熱梯度,激光束可引導裂縫在任何需要的方向產生。
選擇切割方法,需考慮它們的特點和板件的材料,有時也要考慮切割的形狀。由于氣化相對熔化需要更多的熱量,因此激光熔化切割的速度比激光氣化切割的速度快,激光氧化切割則借助氧氣與金屬的反應熱使速度更快;同時,氧化切割的切縫寬,粗糙度高,熱影響區大因此切縫質量相對較差,而熔化切割割縫平整,表面質量高,氣化切割因沒有熔滴飛濺,切割質量最好。另外,熔化切割和氣化切割可獲得無氧化切縫,對于有特殊要求的切割有重要意義。
一般的材料可用氧化切割完成,如果要求表面無氧化,則須選擇熔化切割,氣化切割一般用于對尺寸精度和表面光潔度要求很高的情況,故其速度也最低。另外,切割的形狀也影響切割方法,在加工精細的工件和尖銳的角時,氧化切割可能是危險的,因為過熱會使細小部位燒損。
[page]
四、運行模式
激光器經常運行在連續輸出模式,為了得到最佳的切割質量,對于給定的材料,有必要調整進給速率,例如拐彎時的加速,減速和延時。因此,在連續輸出模式下,降低功率是不夠的,必須通過變化脈沖來調整激光功率。

調制模式的激光功率是切割速度的函數,它可以通過限制在各點處的功率使進入板料的熱量保持在相當的低水平,從而防止切縫邊緣的燒傷。由于它的控制比較復雜,因此效率不是很高,只在短時段內使用。
脈沖模式雖可細分為三種情況,實質上只是強度的差別,往往根據材料的特性和結構的精度來選擇。
五、激光切割的特點
1、激光切割的切縫窄,工件變形小
激光束聚焦成很小的光點,使焦點處達到很高的功率密度。這時光束輸入的熱量遠遠超過被材料反射、傳導或擴散的部分,材料很快加熱至汽化程度,蒸發形成孔洞。隨著光束與材料相對線性移動,使孔洞連續形成寬度很窄的切縫。切邊受熱影響很小,基本沒有工件變形。
切割過程中還添加與被切材料相適合的輔助汽體。碳鋼切割時利用氧作為輔助汽體與熔融金屬產生放熱化學反應氧化材料,同時幫助吹走割縫內的熔渣。切割聚丙烯一類塑料使用壓縮空氣,棉、紙等易燃材料切割使用惰性汽體。進入噴嘴的輔助汽體還能冷卻聚焦透鏡,防止煙塵進入透鏡座內污染鏡片并導致鏡片過熱。
大多數有機與無機材料都可以用激光切割。在工業制造系統占有份量很重的金屬加工業,許多金屬材料,不管它是什么樣的硬度,都可以進行無變形切割。當然,對高反射率材料,如金、銀、銅和鋁合金,它們也是好的傳熱導體,因此激光切割很困難,甚至不能切割。
激光切割無毛刺、皺折、精度高,優于等離子切割。對許多機電制造行業來說,由于微機程序控制的現代激光切割系統能方便切割不同形狀與尺寸的工件,它往往比沖切、模壓工藝更被優先選用;盡管它加工速度還慢于模沖,但它沒有模具消耗,無須修理模具,還節約更換模具時間,從而節省了加工費用,降低了生產成本,所以從總體上考慮是更合算的。
2、激光切割是一種高能量、密度可控性好的無接觸加工
激光束聚焦后形成具有極強能量的很小作用點,把它應用于切割有許多特點。首先,激光光能轉換成驚人的熱能保持在極小的區域內,可提供:(1)狹窄的直邊割縫;(2)最小的鄰近切邊的熱影響區;(3)極小的局部變形。
其次,激光束對工件不施加任何力,它是無接觸切割工具,這就意味著:(1)工件無機械變形;(2)無刀具磨損,也談不上刀具的轉換問題;(3)切割材料無須考慮它的硬度,也即激光切割能力不受被切材料的硬度影響,任何硬度的材料都可以切割。
再次,激光束可控性強,并有高的適應性和柔性,因而:(1)與自動化設備相結合很方便,容易實現切割過程自動化;(2)由于不存在對切割工件的限制,激光束具有無限的仿形切割能力;(3)與計算機結合,可整張板排料,節省材料。
3、激光切割具有廣泛的適應性和靈活性
與其它常規加工方法相比,激光切割具有更大的適應性。與其他熱切割方法相比,同樣作為熱切割過程,別的方法不能象激光束那樣作用于一個極小的區域,結果導致切口寬、熱影響區大和明顯的工件變形。激光能切割非金屬,而其它熱切割方法則不能。
六、氣體參數的控制
在實際的激光切割過程中,還要有輔助氣體的參與。輔助氣體不但可以將熔渣及時吹走,還起到冷卻工件和清潔透鏡的作用,選用不同的輔助氣體,更能夠改變切割的速度及割縫表面質量,對特殊金屬的切割具有重大意義。
影響氣體的參數包括氣體類型、氣體壓力和噴嘴直徑。
輔助氣體類型
輔助氣體類型有氧氣、空氣、氮氣和氬氣。氧氣適合于厚板切割、高速切割和極薄板切割;空氣適合于鋁板、非金屬及鍍鋅鋼板的切割,在一定程度上它可以減少氧化膜且節省成本;氮氣作為切割時的保護氣體可防氧化膜發生,防止燃燒(在板料較厚時容易發生);氬氣用于鈦金屬切割。
氣體壓力
氣體壓力分高壓和低壓兩種,根據激光機的技術參數,高壓最大為20兆帕,低壓最大為5兆帕。選擇壓力的依據有板料厚度、切割速度、熔化金屬的粘度和激光功率。當料厚較大,切速較快,金屬液體的粘度較高時,可選用高一些的壓力;相反,對于薄料、慢速切割或液態粘度小的金屬,則可選擇適當的低壓。功率較大時適當增加氣體壓力對冷卻周圍材料是有益的,它適用于有特殊要求的場合。不管選用怎樣的壓力,其原則都是在保證吹渣效果的前提下盡可能經濟。
噴嘴直徑
噴嘴直徑的選取與氣體壓力的選擇原則上是一樣的,但它還與切割方法有關。對于以氧氣作為輔助氣體的切割,由于金屬的燃燒,割縫較寬,要想迅速有效地吹走熔渣,得選用大直徑的噴嘴才行,對于采用脈沖切割的場合,割縫較小,不宜選用太大的噴嘴。有時噴嘴大小的選擇會與壓力選擇相矛盾,在不能兩全的情況下,通過調節噴嘴與切縫的距離也能起到一定的作用。常用的噴嘴直徑是1.5和2.0的。
[page]
七、材料特性與激光加工的關系
工件切割的結果可能是切縫干凈,也可能相反,切縫底部掛渣或切縫上帶有燒痕,其中很大的一部分是由材料引起的。影響切割質量的因素有:合金成分、材料顯微結構、表面質量、表面處理、反射率、熱導率、熔點及沸點。
通常合金成分影響材料的強度﹑可焊性﹑高氧化性和耐腐蝕性,所以含碳量越高越難切割;晶粒細小切縫品質好;如果材料表面有銹蝕,或有氧化層,熔化時因氧化層與金屬的性質不同,使表面產生難熔的氧化物,也增加了熔渣,切縫會呈不規則狀;表面粗造減少了反光度,提高熱效率,經噴丸處理后切割質量要好許多。導熱率低則熱量集中,效率高。
因此,越是晶粒細小、表面粗糙、無銹蝕、導熱率低的材料越容易加工,而含碳量高、表面有鍍層或涂漆、反光率高的材料較難切割。含碳量高的金屬多屬于熔點比較高的金屬,由于難以熔化,增加了切穿的時間。一方面,它使得割縫加寬,表面熱影響區擴大,造成切割質量的不穩定;
另一方面,合金成分含量高,使液態金屬的粘度增加,使飛濺和掛渣的比率提高,加工時對激光功率、氣吹壓力的調節都提出了更高的要求。鍍層和涂漆加強的光的反射,使熔融因難;同時,也增加了熔渣的產生。
八、激光切割應注意的問題
前面分析了激光切割最主要的幾個技術參數,它們決定了切割工藝的主要方面,但并不是只要把握了這就一定能加工出高質量的產品,還有幾個問題是特別需要引起注意的:
1、切速的選擇
激光切割的速度最大可達200—300mm/s,實際加工時往往只有最大速的1/3—1/2,因為速度越高,伺服機構的動態精度就越低,直接影響切割質量。有實驗表明,切割圓孔時,切速越高,孔徑越小,加工的孔圓度就越差。只有在長邊直線切割時才可以使用最大速切割以提高效率。
2、切割的引線和尾線
在切割操作中,為了使割縫銜接良好,防止始端和終點燒傷,常常在切割開始和結束處各引一段過渡線,分別稱作引線和尾線。引線和尾線對工件本身是沒有用的,因此要安排在工件范圍之外,同時注意不能將引線設置在尖角等不易散熱處。引線與割縫的連接盡量采用圓弧過渡,使機器運動平穩并避免轉角停頓造成燒傷。
3、尖角的加工
用走圓弧加工出鈍角

用圓孔成角法在薄板上切割尖角

用延時法在厚板上切割尖角
切割厚板時,如果還使用圓孔成角法,尖角周圍會過熱,此時應采用參數:“Criticalangle,dwelltime”來切割尖角,機器運動到尖角處,停頓特定的時間,然后繼續轉向運動。
九、激光所用氣體
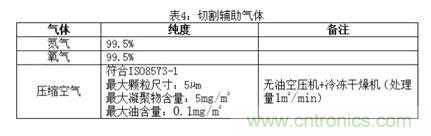
激光所用氣體包括激光器工作和保護氣體以及切割輔助氣體。
激光器工作氣體用于產生激光,保護氣體用于保護光學器件、驅動光閘。激光器工作氣體由氦氣、氮氣、二氧化碳氣體按照一定比例混合,這個比例在工廠預定好,確保最佳性能,不要隨便調整,比例不當,可能會造成激光系統的失效和高壓電源的損害。激光器所用氣體均為高純度,均在99.999%以上.
相關閱讀:
“光行天下”——全面解密激光加工技術
激光挑戰大“視”界!LED智能顯示屏激光投影出世
激光加工技術:市場廣闊的投資藍海




